


Кацельная пліта, зварная лазерам



Транспарт: падтрымка марскіх перавозак
Стандарты: AiSi, ASTM, JIS
Клас: Ar360 400 450 NM400 450 500
Месца паходжання: Шаньдун, Кітай
Мадэль: Ar360 400 450 NM400 450 500
Тып: сталёвая пласціна, сталёвая пласціна
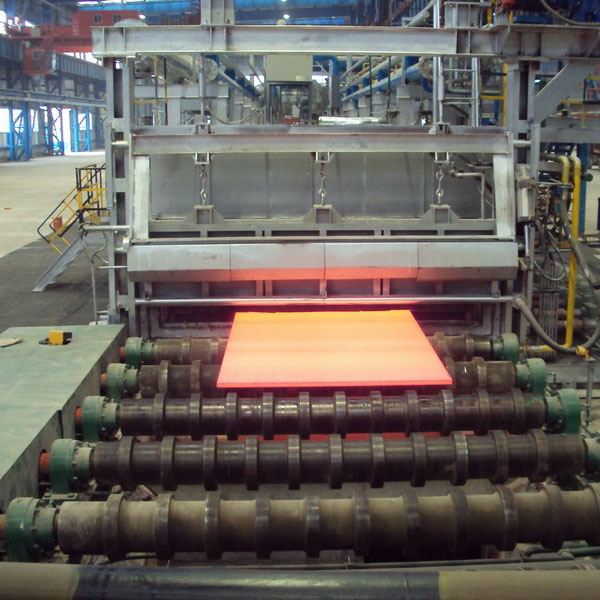
Працэс: Гарачая пракатка
Апрацоўка паверхні: пакрыццё
Ужыванне: кацельная пліта
Шырыня: 2000 мм або па меры неабходнасці
Даўжыня: 5800 мм 6000 мм 8000 мм
Памяркоўнасць: ±5%
Паслугі апрацоўкі: гібка, зварка, размотка, рэзка, штампоўка
Назва прадукту: Пласціна з зносаўстойлівай сталі
Матэрыял: NM450 500 550 640 NM4400 450 500
Таўшчыня: 3 мм-100 мм або па меры неабходнасці
Упакоўка: стандартная лётная ўпакоўка
Ужыванне: прамысловае
Форма: прастакутнік
Магчымасць пастаўкі: 2000 тон / тону ў месяц
Падрабязнасці ўпакоўкі: удасканаленая лётна-прыдатная ўпакоўка, таксама ў адпаведнасці з патрабаваннямі заказчыка.
Порт: Ціндао, Цяньцзінь, Шанхай


Распрацоўка 20g у Jinan Iron and Steel Group Corporation (скарочана Jigang) была праведзена больш за дзесяць гадоў таму, але абмежаваная ўзроўнем тэхналагічнага абсталявання і абсталявання таго часу, прадукцыйнасць сталёвага ліста была нестабільнай, і былі часта праблемы непаслядоўнага халоднага выгібу і старэння уласцівасцяў. Для паляпшэння ўласцівасцей пры халодным выгібе і старэнні і забеспячэння ўдарнай глейкасці пры нізкіх тэмпературах павінны быць прыняты наступныя меры:
(1) Адрэгулюйце кампаненты ўнутранага кантролю і павялічце ніжнюю мяжу ўтрымання марганца да 0,65%.
(2) Прынята аперацыя рафінавання "Тройца" з падачай дроту, рэгуляваннем тэмпературы і прадзьмухваннем аргонам.
(3) Строга кантралюйце тэмпературу залівання.
(4) Утрыманне мікралегаванага элемента Ti павялічылася з 0,003% да больш чым 0,008%. (5) Увесь працэс ахоўнай залівання прыняты для памяншэння паглынання n
Маршрут вытворчага працэсу:20 г (Ti) кацельная пласціна - гэта разнавіднасць сталі з высокімі патрабаваннямі да комплексных механічных уласцівасцей, адносна чыстая сталь, склад плаўкіх кампанентаў і мікралегіруючых элементаў, больш адчувальны да ўздзеяння розных уласцівасцей. Такім чынам, ключом да працэсу вытворчасці 20 г (Ti) з'яўляецца аптымізацыя складу плаўлення, памяншэнне агульнай колькасці ўключэнняў у сталі, выбар адпаведных мікралегіруючых элементаў, выкарыстанне кантраляванай пракаткі, паляпшэнне якасці пліты і стабілізацыя нанясення уздзеянне старэння. Тэхнічны маршрут 20 г: высакаякасны расплаўлены чыгун → ачышчальная апрацоўка → выплаўленне, аптымізацыя складу і ачыстка сталі → мікралегіраванне і рафінаванне расплаўленай сталі → ахоўнае ліццё → высакаякасны сляб → кантраляваны нагрэў → пракатка з кантролем тэмпературы → форма ліста і кантроль таўшчыні →Кантроль астуджэння→прадукт.
Тэхналогія лазернай зваркі нарыхтовак і пліт з бесперапынным пераменным сячэннем
1. Tailor Welded Blanks (Tailor Welded Blanks, TWB) выкарыстоўвае лазер у якасці крыніцы зварачнага цяпла для аб'яднання і зваркі некалькіх розных матэрыялаў рознай таўшчыні і розных пакрыццяў са сталі, нержавеючай сталі, алюмініевага сплаву і г.д. у цэлую пласціну.
2. Выкарыстоўваючы лазерную адаптаваную тэхналогію зваркі, можна разумна камбінаваць матэрыялы рознай таўшчыні і ўзроўню трываласці ў адпаведнасці з умовамі напружання дэталяў канструкцыі, палепшыць калянасць канструкцыі пры зніжэнні вагі дэталяў, а таксама павялічыць каэфіцыент выкарыстання матэрыялаў і паменшыць колькасць дэталяў. Колькасць дэталяў у спрашчае працэс. Тэхналогія лазернай зваркі стала асноўным тэхнічным сродкам палегчаных аўтамабіляў і выкарыстоўваецца ў мадэлях многіх вытворцаў. У асноўным выкарыстоўваецца для ўнутраных панэляў пярэдніх і задніх дзвярэй, пярэдніх і задніх падоўжных бэлек, бакавых панэляў, панэляў падлогі, стоек A, B і C з унутранага боку дзвярэй, колавых каўпакоў і ўнутраных панэляў багажніка і г.д.
3. Індывідуальныя пракатныя нарыхтоўкі (TRB), таксама званыя дыферэнцыяльнай таўшчынёй пласцін, адносяцца да змены памеру зазору паміж валкамі ў рэжыме рэальнага часу з дапамогай кампутара падчас працэсу пракаткі сталёвага ліста, так што пракатаная тонкая пласціна мае загадзя вызначаны кірунак уздоўж напрамку качэння. Карыстальніцкая зменная форма папярочнага перасеку.
4. Тэхналогія бесперапыннага пераменнага папярочнага сячэння панэляў шырока выкарыстоўваецца ў вытворчасці дэталяў канструкцыі кузава, такіх як вечка рухавіка, стойка B, шасі кузава, накіроўвалая распоркі рухавіка, унутраная панэль сярэдняй калоны, крыло і аварыйная скрынка і г.д., і паспяхова ўжываецца ў мадэлях Audi, BMW, Volkswagen, GM і іншых.
5. Лазерная індывідуальная зварка і тэхналогія бесперапыннага пераменнага папярочнага сячэння змяняюць таўшчыню матэрыялу для штампоўкі з дапамогай розных тэхналагічных сродкаў і выкарыстоўваюцца для вырашэння праблемы розных патрабаванняў да апорнай здольнасці для розных частак аўтазапчастак пад нагрузкай. У параўнанні з гэтымі двума перавагамі індывідуальнай тэхналогіі лазернай зваркі з'яўляецца яе гнуткасць, якая можа рэалізаваць зрошчванне ў любым становішчы і зрошчванне розных матэрыялаў. Перавага бесперапыннай тэхналогіі пераменнага папярочнага сячэння ў тым, што няма зварачнага шва, змяненне цвёрдасці па даўжыні адносна мяккае, яна мае лепшую формуемость, а якасць паверхні добрая, эфектыўнасць вытворчасці высокая, а кошт роўны нізкі. Багаж, медыцынскае абсталяванне, абалонка матацыкла; унутраны дах аўтамабіля, аўтобуса, прыборная панэль; спінка сядзення, дзвярная панэль, аконная рама і г.д.
| A516 Gr.60 | A516 Gr.65 | A516 Gr.70 | |
| Трываласць на разрыў (Ksi) | 60-80 | 65-85 | 70-90 |
| Трываласць на разрыў (Мпа) | 415-550 | 450-585 | 485-620 |
| Мяжа цякучасці (Ksi) | 32 | 35 | 38 |
| Мяжа цякучасці (Мпа) | 220 | 240 | 260 |
| 200 мм падаўжэнне (%) | 21 | 19 | 17 |
| 50 мм падаўжэнне (%) | 25 | 23 | 21 |
| Максімальная таўшчыня (мм) | 205 | 205 | 205 |



